

ZHUHONGH pirmaujantis elektros variklių gamintojas Kinijoje
Zhuhong Electromechanical Co., Ltd.yra elektros variklių gamybos pradininkė Kinijoje nuo 2005 m. Turime platų klientų ratą iš viso pasaulio – nuo JK iki Pietų Amerikos, Pietryčių Azijos, Europos, Artimųjų Rytų ir Afrikos žemyno.
Bendros metinės pajamos viršija 8 mln.
Turime daugiau nei 10 gamybos linijų ir tris montavimo dirbtuves Kokybė ir aptarnavimas yra mūsų įmonės plėtros pagrindas.

Ekskursija po gamyklą
Norėdami aiškiai suprasti, kaip veikia asinchroninių variklių gamybos gamykla, turite iššifruoti skirtingas mūsų įmonės gamybos zonas ir etapus.Ateik, leiskime jus į ekskursiją po gamyklą.

Žaliavų sandėlis
Pirmoje variklių gamybos gamyklos dalyje yra laikomos žaliavos pramoniniams varikliams gaminti.Kai žaliavos gaunamos iš pardavėjų, mūsų speciali vadovų komanda atlieka nuodugnų jų kokybės patikrinimą.Kokybės kontrolės darbuotojas toliau ims atsitiktinius žaliavų pavyzdžius, kad kiekvieną savaitę atliktų atsitiktinius patikrinimus, kad būtų išlaikytas optimalus žaliavų panaudojimas ir saugojimas.Tada jie naudojami patvirtinus kokybę ir klasę prieš gaunant.

Štampavimo dirbtuvės
Toliau vyksta štampavimo, presavimo ar metalo apdirbimo procesas, kai žaliavos pridedamos prie štampavimo preso formoms ar formoms sukurti.Priklausomai nuo gaminamo variklio, tai gali apimti uždengimą, įspaudimą, flanšą, lenkimą arba kalimą.Čia periodiškai apdorojama iki 315 tonų svorio iki 20 štampavimo mašinų.Tai užtikrina aukštą plieno lakštų, gaminamų pramoninio tipo varikliams, kokybę.

Rotoriaus apdorojimas
Rotorius paprastai yra elementas, kuris pridedamas prie variklio veleno ir yra statoriaus viduje, o tarp jų yra tarpas.Tai daugiausia apima aukštos kokybės elektromagnetus, skirtus patikrai užbaigti.Jis sukurtas gaminant rėmą, vėliau suvyniojus, komutatorių, laikiklį ir pridedant paskutinius variklio gamybos patobulinimus.MingGe Rotor dirbtuvėse naudojame iki 15 kompiuterinio skaitmeninio valdymo (CNC) tekinimo staklių, todėl per mėnesį pagaminame 15 000 rotorių.Norint pagaminti variklį, rotoriaus mazgas siunčiamas į.

Rėmo apdorojimas
MINGGE Motors turi CNC vertikalių tekinimo staklių korpusą, kuriame yra vienkartinis formavimas.Jis tiesiogiai naudojamas profesionalioje sąrankoje padidinti koncentriškumą.Tiesą sakant, mūsų dirbtuvių darbuotojai turi daugiau nei 8 metų individualią patirtį ir gali lengvai atlikti sudėtingus darbus.

Įdėjimo dirbtuvės
Čia vyksta visi įterpimo procesai.Mūsų įmonėje MINGGE automatinis vielos įdėjimas užbaigia vieną statorių tarp rotorių per mažiau nei vieną minutę.Didžiuojamės galėdami pranešti, kad mūsų darbuotojai turi daugiau nei dešimtmetį darbo patirties įterpimo ceche.

Štampavimo dirbtuvės
Izoliacijos panardinimo apdorojimas MINGGE turi naujausias funkcijas.Paprastai įranga yra visiškai panardinama ir mirkoma sandariame inde, kad būtų galima išsiurbti.Čia kiekvienai partijai naudojamas F klasės izoliacinis lakas, kuris mirkomas 12 valandų.Toks mechanizmas yra pasaulinio lygio F klasės izoliacijos standartas visiems MINGGE gaminamiems varikliams.

Montavimo dirbtuvės
Visi variklio surinkimo ir montavimo darbai atliekami mašinomis ir rankomis šioje MINGGE gaminių dirbtuvėje.Mūsų įrenginyje yra daugiau nei trys montavimo dirbtuvės, todėl mūsų įrenginyje yra daugiau nei penkios surinkimo linijos, skirtos įvairių dydžių variklių montavimui.

Pakavimo dirbtuvės
Čia galutinis variklis pakuojamas, nesvarbu, koks bus pervežimas ateityje.Kiekvienas produktas atskirai supakuotas į korio dėžutę ir du kartus per pakavimo juostą prieš pereinant prie plastikinės plėvelės.Tada jis tvirtinamas keturiomis kryptimis, kad variklis galėtų pasiekti jūsų rankas itin saugiai. Be to, mes taip pat laikomės Europos gabenimo pakuočių standartų, todėl galite būti tikri, kad jūsų didmeniniai pirkiniai bus saugūs ir patikimi, kol pasieks jūsų duris. .
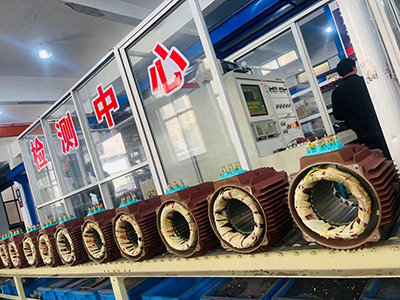
Kokybės kontrolė ir patikra

Rotoriaus aptikimas
Unikali sistema, kurioje tikrinamos veikiančios sukimosi vertės, kad būtų išvengta besisukančio vožtuvo subraižymo ir kitų gedimų.Tai yra bendra rotoriaus aptikimo sistema, tačiau MINGGE atlieka dinaminio balanso testavimo procesą kiekvienam rotoriui, kuris gaminamas įmonėje.Pagrindinis tokio dinamiško rotoriaus balansavimo proceso tikslas yra pašalinti drebėjimą ant pavaros veleno.Toks patikrinimas užtikrina ilgą variklio tarnavimo laiką ir aukštą variklio stabilumą.

Statoriaus viršįtampių testai
Statoriaus viršįtampio bandymas variklių gamyboje reiškia gedimų ar gedimų dažnio aptikimą analizuojant rezonansinio dažnio šuolį.Šį bandymą galima atlikti su variklio apvija be jungties prie variklio.Toks bandymas įvertina įtampos impulsą tarp trijų variklio apvijų, prijungiant jį prie variklio apkrovos pusės.Tai svarbus kokybės kontrolės testas, nes tai yra atskiri testai, skirti aptikti izoliacijos nuo posūkio trūkumus.Tai gali padėti išvengti apvijų gedimų, fazių silpnumo, didelio dalinio iškrovimo, neteisingo posūkių skaičiaus, netinkamos ritės, netinkamo matuoklio laido.
Srovės be apkrovos aptikimas
Atliekant bandymo stendą, įvertinama izoliacijos testerio varža, siekiant patikrinti elektros izoliacijos talpą ir stabilumą.Yra žinoma, kad izoliacijos varža mažėja laikui bėgant ir dėl aplinkos sąlygų, tokių kaip dulkės ir drėgmė.Mūsų QC darbuotojai naudoja tuščiosios eigos srovę, kad padidintų apvijų varžą ir taip pagerintų bandymo stendo vertę.

Nuotėkio aptikimas
Variklių, pagamintų iš plieno ir plastiko, korpusą galima išbandyti atliekant testą, vadinamą kaupimosi bandymo aptikimu.Pirma, korpusas tinkamai ištuštinamas formuojančiomis dujomis, pavyzdžiui, bandomosiomis dujomis arba heliu, esant 5 barų slėgiui, ir galiausiai sandariai uždaromas.Užpildytas korpusas dedamas į kaupimo kamerą ir toliau stebimas AQ nuotėkio detektoriaus įranga.Tas pats procesas su pakankamai improvizacijų gali būti naudojamas ir vakuumo nuotėkiams aptikti.





